

Five-Column Three-Effect Multi-Pressure Distillation Process

Overview
The five-tower three-effect is a new energy-saving technology introduced on the basis of the traditional five-tower differential pressure distillation, which is mainly used for the production of premium grade alcohol. The main equipment of the traditional five-tower differential pressure distillation includes a crude distillation tower, a dilution tower, a rectification tower, a methanol tower, and an impurity tower. The heating method is that the rectification tower and the dilution tower are heated by the primary steam through the reboiler, and the rectification tower wine vapor supplies heat to the crude distillation tower through the reboiler. The dilution tower wine vapor supplies heat to the methanol tower through the reboiler. The impurity tower uses direct steam to supply heat directly, and the steam consumption is large. The main equipment of the five-column three-effect differential pressure distillation is also a crude distillation tower, a dilution tower, a rectification tower, a methanol tower, and an impurity tower.
Second, the process characteristics
1. The three-effect thermal coupling process of heating the dilution tower, de-methanol tower, impurity tower, and then diluting tower and de-methanol tower to heat the crude distillation tower to minimize steam consumption. The production of tons of excellent grade alcohol consumption is 2.2 tons.
2. The degassing section and the separator are arranged in the upper part of the crude distillation tower to reduce impurities such as solids contained in the crude alcohol entering the rectification system, thereby improving the purity of the crude alcohol.
3. The crude distillation tower reboiler adopts the patented technology of thermosyphon circulation heating instead of the forced circulation heating mode, and the power saving effect is remarkable, and the blockage phenomenon of the reboiler heat exchange tube is eliminated.
4. The copper piper packing is added to the distillation system to improve the taste quality of the finished alcohol.
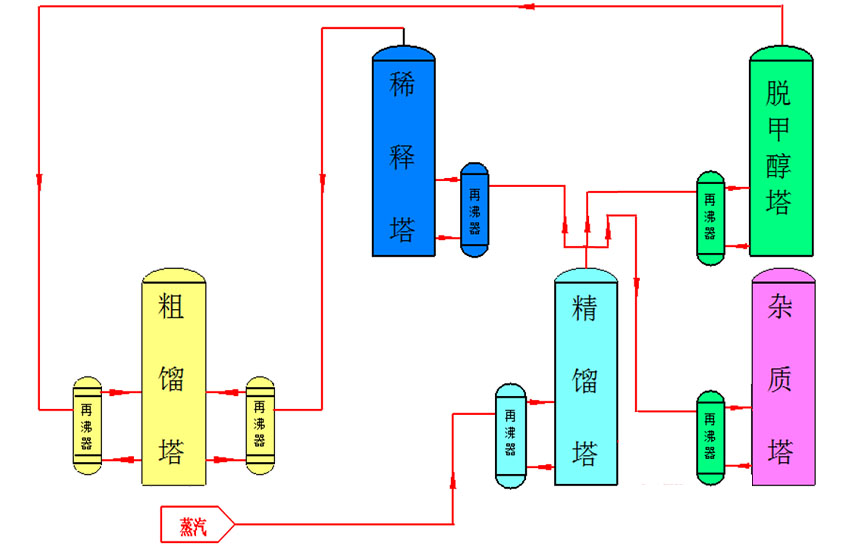
Third, heating method
The key to the energy saving of this process is its heating mode, in which the primary steam is passed through a reboiler to heat the rectification column. The distillation tower wine steam is supplied to the methanol column and the dilution tower through a methanol column reboiler and a dilution column reboiler. The dilution tower and the methanol tower wine vapor are respectively passed through the crude distillation column reboilers A and B to supply the crude distillation tower. The distillation tower wastewater flashes steam to supply the impurity tower. One tower enters the steam and five towers to achieve three-effect thermal coupling to achieve energy-saving purposes. The production of tons of excellent grade alcohol consumption is 2.2 tons.
Fourth, the material trend
The fermented mature mash is fed from the top of the crude distillation column after two stages of preheating. The wine vapor at the top of the crude distillation tower is condensed and then dilute and purified into a dilution tower to dilute the crude alcohol to 12-18% (v/v). The bottom liquor is preheated and then enters the rectification tower at the upper side line of the distillation column. The alcohol (96% (v/v)) is taken out to the de-methanol column to further remove impurities such as methanol, and the finished alcohol is taken out from the bottom.
Other advantages
1. In terms of power saving, the thermosiphon reboiler cycle heating method replaces the forced circulation heating mode, and utilizes our patented technology to avoid the blockage of the reboiler heat exchange tube. The consumption of alcohol per ton of alcohol is 20kwh. Compared with the improvement of the first five tower differential pressure distillation 40-45kwh, the power saving is 50%, which avoids the maintenance of the reboiler forced circulation pump and prolongs the service life of the reboiler.
2. Impurity wine treatment: Impurity alcohol from the crude distillation tower, dilution tower, methanol tower, etc., and light wine from the fusel oil separator enter the impurity tower, and the industrial alcohol is extracted after the impurity tower condenser is exhausted. The fusel oil is extracted, and the crude alcohol taken out from the upper side line is then passed to the dilution tower to increase the premium grade alcohol yield.
3. In terms of improving the quality of alcohol, in addition to the technological measures, the structure of the equipment has also been improved. The crude distillation tower is equipped with a crude wine purification device, and the distillation tower is provided with a copper filler sulfur removal device to ensure the purity and taste of the alcohol.
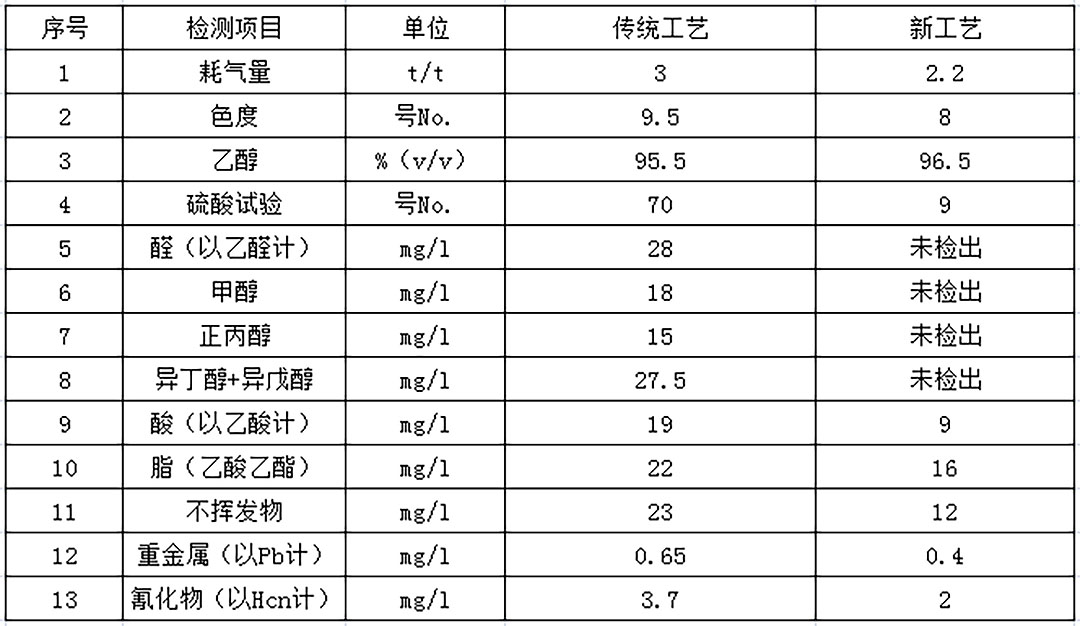
Sixth, excellent grade alcohol energy consumption and quality comparison table.
Related products
-

Waste water containing salt evaporation crystal...
Overview For the characteristics of "high salt content" of waste liquid produced in cellulose, salt chemical industry and coal chemical industry, the three-effect forced circulation evaporation system is used to concentrate and crystallize, and the supersaturated crystal slurry is sent to the separator to obtain crystal salt. After separation, the mother liquor returns to the system to continue. Circulat...
-

Aginomoto continuous crystallization process
Overview It provides an apparatus and method for forming on a substrate a crystalline semiconductor layer. The semiconductor layer is formed by vapor deposition. Executive pulsed laser melting / recrystallization processes to the semiconductor layer into crystalline layers. The laser or other pulsed electromagnetic radiation bursts and is formed as a uniformly distributed over the treatment zone, and con...
-

Double Mash column three-effect differential pr...
Overview The double-column distillation production of the general-grade alcohol process mainly consists of the fine tower II, the coarse tower II, the refined tower I, and the coarse tower I. One system contains two coarse towers, two fine towers, and one tower enters the steam four towers. The differential pressure between the tower and the tower and the temperature difference are used to gradually exch...
-

Ethanol production process
First, raw materials In the industry, ethanol is generally produced by a starch fermentation process or an ethylene direct hydration process. Fermentation ethanol was developed on the basis of winemaking and was the only industrial method for producing ethanol for a long period of time. The raw materials of the fermentation method mainly include cereal raw materials (wheat, corn, sorghum, rice, millet, o...
-

Evaporation and crystallization technology
Molasses alcohol waste liquid five-effect evaporation device Overview Source, characteristics and harm of molasses alcohol wastewater Molasses alcohol wastewater is high-concentration and high-color organic wastewater discharged from the alcohol workshop of the sugar factory to produce alcohol after the fermentation of molasses. It is rich in protein and other organic matter, and al...
-

Threonine continuously crystallization process
Threonine introduction L-threonine is an essential amino acid, and threonine is mainly used in medicine, chemical reagents, food fortifiers, feed additives, etc. In particular, the amount of feed additives is increasing rapidly. It is often added to the feed of juvenile piglets and poultry. It is the second restricted amino acid in pig feed and the third restricted amino acid in poultry feed. Adding L-th...